วิธีแก้ปัญหาการแตกง่ายที่ทางแยกของความแตกต่างของสีและการไหลของวัสดุของแม่พิมพ์
วิธีแก้ปัญหาการแตกง่ายที่ทางแยกของความแตกต่างของสีและการไหลของวัสดุของแม่พิมพ์
ความแตกต่างของสีในลักษณะของแม่พิมพ์
ปรากฏการณ์: มีความแตกต่างของสีในลักษณะพื้นผิวของเปลือกด้านหน้าของผลิตภัณฑ์ปลอกในระหว่างกระบวนการผลิต
การวิเคราะห์: แรงเฉือนสูงและการสลายตัวทางความร้อนของการไหลของวัสดุ; วัตถุดิบละลายกาวนั้นไม่สม่ำเสมอ สีผลิตภัณฑ์มีความอ่อนไหวและสามารถทำให้เกิดความแตกต่างทางสายตาได้อย่างง่ายดาย
ลักษณะของเครื่องฉีดขึ้นรูป
เกรด: HT-Demag clamping Force: 100T Plasticizing กำลังการผลิต: 150 กรัม
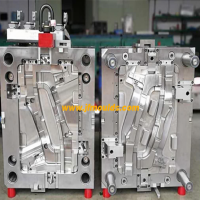
(2) ลักษณะแม่พิมพ์
ปริมาณการออกแม่พิมพ์: 1 × 2, วิธีการฉีดกาว: ประตูจุด, วิธีการดีดออก: การขับปินอุณหภูมิแม่พิมพ์: 105 ℃ (เครื่องอุณหภูมิคงที่)
(3) ลักษณะผลิตภัณฑ์
วัสดุ: ABS+PC, สี: สีดำ, น้ำหนักผลิตภัณฑ์ (ชิ้นเดียว): 5.5G, น้ำหนักหัวฉีด: 3.3G
(4) การวิเคราะห์สาเหตุของข้อบกพร่อง
นักวิ่งหลักของแม่พิมพ์ค่อนข้างใหญ่ วิธีการฉีดกาวคือการฉีดจุด แรงเฉือนสูงและการสลายตัวทางความร้อนของการไหลของวัสดุเช่นเดียวกับการละลายของวัตถุดิบที่ไม่สม่ำเสมอเป็นสาเหตุ
ปรากฏการณ์ที่แตกต่างจากสีบนพื้นผิวของผลิตภัณฑ์
(5) การตอบโต้
วัตถุดิบแห้งอย่างทั่วถึงเพื่อลดความชื้น
เพิ่มความสามารถในการทำให้เป็นพลาสติกของวัตถุดิบและรักษาพลาสติกสม่ำเสมอ
เพิ่มก๊าซไอเสียลงในแม่พิมพ์
ปรับปรุงความสม่ำเสมอของทางน้ำเย็นในแม่พิมพ์
ใช้การขึ้นรูปการฉีดแบบหลายขั้นตอนและเพิ่มอุณหภูมิแม่พิมพ์
ลดอุณหภูมิของถัง
ลดความเร็วในการฉีด
ทำให้วงจรการผลิตสั้นลงและลดจำนวนเงินที่เหลือ

ผู้ผลิตแม่พิมพ์ Flowerpot ในประเทศจีน (jfmoulds.com)
จุดเชื่อมต่อการไหลของวัสดุของแม่พิมพ์มีแนวโน้มที่จะแตกหัก
การวิเคราะห์: ความลื่นไหลของวัตถุดิบไม่ดี ที่ทางแยกของการไหลของวัสดุก๊าซไม่สามารถปล่อยออกมาได้
ส่งผลให้เกิดการผสมผสานไม่เพียงพอ
ลักษณะของเครื่องฉีดขึ้นรูป
เกรด: Demag, กำลังยึด: 100T, ความจุพลาสติก: ประมาณ 150 กรัม
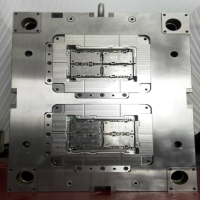
(2) ลักษณะแม่พิมพ์
หมายเลขดีดออกแม่พิมพ์: 1 × 2, วิธีการฉีดกาว: การฉีดน้ำด้วยฮอร์นวัว, วิธีการดีดออก: ออกด้วยพินอีเจ็คเตอร์อุณหภูมิแม่พิมพ์: 110 ℃ (เครื่องอุณหภูมิน้ำมัน)
(3) ลักษณะผลิตภัณฑ์
วัสดุ: ABS+PC GN-5001RFH, สี: สีเทา, น้ำหนักผลิตภัณฑ์ (ชิ้นเดียว): 0.73G, พวยน้ำหนัก: 7.74G
(4) การวิเคราะห์สาเหตุของข้อบกพร่อง
1. วัตถุดิบมีความลื่นไหลไม่ดี
2. Poor exhaust at the junction.
(5) การตอบโต้
1. Replace the raw materials with good fluidity and toughness: Change from LG ABS+PC HP 5004S+ color powder to LG ABS+PCGN-5001RFH+ color powder
2. Cut in the material flow junction to enhance the exhaust effect.
ข้อมูลที่เกี่ยวข้อง

วิธีแก้ปัญหาเช่นความโปร่งใสที่ไม่ดีมิติที่ไม่เสถียรจุดจุดและเส้นสีดำในผลิตภัณฑ์แม่พิมพ์ฉีด
2025-07-31
วิธีแก้ปัญหาเช่นความโปร่งใสที่ไม่ดีมิติที่ไม่เสถียรจุดและ ...

โครงสร้างวัสดุและการออกแบบแม่พิมพ์ฉีด
2025-07-18
โครงสร้างวัสดุและการออกแบบแม่พิมพ์ฉีดในภูมิทัศน์อันกว้างใหญ่...
สำรวจวงจรชีวิตเต็มรูปแบบของแม่พิมพ์ฉีดและความคิดเกี่ยวกับความก้าวหน้าของอุตสาหกรรม
2025-07-15
สำรวจวงจรชีวิตเต็มรูปแบบของแม่พิมพ์ฉีดและความคิดเกี่ยวกับ breakt อุตสาหกรรม...

โซลูชั่นสำหรับการแยกการปอกเปลือกการชุบแข็งและความเปราะบางของผลิตภัณฑ์ที่ฉีดยาฉีด
2025-08-01
การแก้ปัญหาการปั่นป่วนการปอกเปลือกการแข็งและความเปราะบางของการฉีดยา-มัด ...
ภาพวาดของแม่พิมพ์และหมึกของประตู
2025-08-05
ภาพวาดของแม่พิมพ์และหมึกของปรากฏการณ์การวาดกาเทมด์: th ...
ตำแหน่งรูปตัวยูของแม่พิมพ์เต็มไปด้วยสายน้ำและอากาศที่ติดอยู่ซึ่งเปลี่ยนเป็นสีขาว
2025-08-06
ตำแหน่งรูปตัวยูของแม่พิมพ์เต็มไปด้วยสายน้ำและอากาศที่ติดอยู่ด้วยกัน wh ...