ภาพวาดของแม่พิมพ์และหมึกของประตู
ภาพวาดของแม่พิมพ์และหมึกของประตู
การวาดรูปแม่พิมพ์
ปรากฏการณ์: ผลิตภัณฑ์ทั้งสองเป็นผลิตภัณฑ์ที่มีพื้นผิวและมีปรากฏการณ์การดึงเชื้อรา
การวิเคราะห์: ความเร็วช้าจะทำให้ผลิตภัณฑ์เย็นลงเร็วเกินไป การสลับตำแหน่งช้าเกินไป
ลักษณะของเครื่องฉีดขึ้นรูป
เกรด: Demag (Ningbo), แรงหนีบ: 120T, ความจุพลาสติก: 130G
(2) ลักษณะแม่พิมพ์
หมายเลขดีดออกแม่พิมพ์: 1 × 2, วิธีการฉีดกาว: ประตูจุด, วิธีการดีดออก: การขับเคลื่อนแผ่นดัน, อุณหภูมิแม่พิมพ์: 90 ° C (เครื่องอุณหภูมิคงที่)
(3) หลักฐานทางกายภาพของผลิตภัณฑ์
วัสดุ: PC+ABC HP5004-100, สี: สีดำ, น้ำหนักผลิตภัณฑ์ (ชิ้นเดียว): 3.2G, น้ำหนักหัวฉีด: 13G
(4) การวิเคราะห์สาเหตุของข้อบกพร่อง
1. ช่องหลักของแม่พิมพ์นั้นยาวและบาง วิธีการทางเข้าของกาวเป็นทางเข้ากาวใต้น้ำ วัสดุหลอมเหลวไหลใกล้กับทางเข้าของกาว เนื่องจากความเร็วที่ช้าความดันท้องถิ่นของผลิตภัณฑ์มีขนาดใหญ่เกินไปทำให้เกิดปรากฏการณ์การดึงเชื้อรา
2. ข้อ จำกัด โดยธรรมชาติของอุปกรณ์นั้นนำไปสู่การไม่สามารถปรับปรุงสถานการณ์ผ่านการปรับเครื่อง
(5) การตอบโต้
ผลิตภัณฑ์ดีบักหลังจากเปลี่ยนเครื่อง Demag 100T มีคุณสมบัติและความเร็วในการฉีดของเครื่องสามารถถึง 220 มม./วินาที
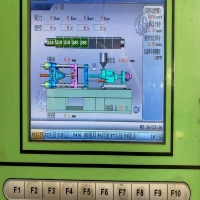
ตารางกระบวนการฉีดขึ้นรูป
เครื่องฉีดขึ้นรูป: เฮติ 1201T, สกรูประเภท B, ปริมาตรการฉีด 131G | ชื่อผลิตภัณฑ์: กรอบแบตเตอรี่ M169 | ||||
วัตถุดิบ: ABS+PC HP5004 | สี: สีดำ | อุณหภูมิการอบแห้ง: 100 ° C | วิธีการอบแห้ง: เครื่องเป่าลดความชื้น | เวลาอบแห้ง: 4 ชั่วโมง | การใช้วัสดุรีไซเคิล: 0 |
| น้ำหนักผลิตภัณฑ์สำเร็จรูป: 3.2G × 2 = 6.4G | น้ำหนักหัวฉีด: 13G | เอาต์พุตแม่พิมพ์: 1 × 2 | วิธีการฉีดเกต: ประตูจุด | ||
| อุณหภูมิบาร์เรล | อุณหภูมิแม่พิมพ์ | Use machines | "Settings | "Actual | ||||
| 1 | 2 | 3 | 4 | 5 | before | Water temperature machine | 110°C | 102°C |
| 320°C | 315°C | 315°C | 300°C | / | ||||
| △ | △ | △ | △ | △ | after | Water temperature machine | 110°C | 101°C |
| △ | △ | △ | △ | △ | ||||
| / | 50 | Holding pressure | Pressure-holding position | 100 | 110 | 120 |
| ||
| / | 3 | Holding pressure time | 12 | 12 |  Injection pressure position Injection pressure position | ||||
Residual amount of injection glue | / | 10 | / | 55 | 3 |  Injection velocity Injection velocity | |||
| 7.8 | / | / | / | 12 | 23.5 |  Velocity of fire position Velocity of fire position |
 Injection pressure
Injection pressureIntermediate time | Injection time | Cooling time | The entire duration | Back pressure | Rotational speed | Retraction speed | Material quantity position | Retraction position |
| 1 | 5 | 10 | 25 | 5 | 10 15 10 | 10 | 38 | 3 |
Mold closing protection time | Supervise the feeding time | Clamping force | Ejection length | Ejection times | Rotation position | Blowing delay | Blowing time |
| 1 | 10 | 60 | 45 | 1 | 15 35 38 | / | / |

Car Mould_Taizhou jiefeng Mold Co.,Ltd. (jfmoulds.com)
Mold ink flushing
Phenomenon: Ink surges at the gate of the S10 face frame.
Reason: During IML injection molding, the gate of the sheet material often appears transparent.
Analysis: High speed will cause material melting, intensify shearing and generate high temperatures. The ink has poor heat resistance.
ลักษณะของเครื่องฉีดขึ้นรูป
Grade: DEMAG (Ningbo), clamping force: 50T, plasticizing capacity: 42g.
(2) ลักษณะแม่พิมพ์
Mold ejection number: 1×2, glue injection method: point gate, ejection method: push plate ejection, mold temperature: 70°C (constant temperature machine).
(3) ลักษณะผลิตภัณฑ์
Material: ABS PA758, Color: Transparent, Product weight (single piece) : 1.5g, sprue weight: 13g.
(4) การวิเคราะห์สาเหตุของข้อบกพร่อง
1.The main channel of the mold is quite large, and the glue inlet method is submersible glue inlet. When the molten material flows near the glue inlet, due to the excessive speed, it causes high shear, resulting in a rapid and instant temperature rise of the molten material.
2. The ink is not resistant to high temperatures, resulting in ink flushing.
(5) การตอบโต้
1.Utilize multi-level injection and position switching.
2. In the first section, fill the flow channel to the glue inlet at a relatively fast speed and find the corresponding switching position. Then, in the second section, fill the area near the glue inlet at a slow speed and a very small position. In the third section, quickly fill 90% of the mold cavity to prevent the high-temperature molten rubber from cooling. In the fourth section, slowly fill the mold cavity. Finally, switch to the pressure-holding switching position.
ตารางกระบวนการฉีดขึ้นรูป
Injection molding machine: DEMAG50T, Type B screw, injection capacity 42g | Product Name: Transparent Mirror | ||||
Raw material: ABS PA758 | Color: Transparent | Drying temperature: 70°C | วิธีการอบแห้ง: เครื่องเป่าลดความชื้น | Drying time: 2 hours | การใช้วัสดุรีไซเคิล: 0 |
| Finished product weight: 1.5g×8=12g | น้ำหนักหัวฉีด: 13G | Mold output: 1×8 | วิธีการฉีดเกต: ประตูจุด | ||
อุณหภูมิบาร์เรล | อุณหภูมิแม่พิมพ์ | Use machines | "Settings | "Actual | ||||
| 1 | 2 | 3 | 4 | 5 | before | Water temperature machine | 70°C | 72°C |
| 260°C | 255°C | 250°C | 210°C | / | ||||
| △ | △ | △ | △ | △ | after | Water temperature machine | 70°C | 71°C |
| △ | △ | △ | △ | △ | ||||
| / | 50 | Holding pressure | Pressure-holding position | 100 | 110 | 120 |  Injection pressure Injection pressure | ||
| / | 3 | Holding pressure time | 12 | 12 |  Injection pressure position Injection pressure position | ||||
Residual amount of injection glue | / | 10 | / | 55 | 3 |  Injection velocity Injection velocity | |||
| 7.8 | / | / | / | 12 | 23.5 |  Velocity of fire position Velocity of fire position |
Intermediate time | Injection time | Cooling time | The entire duration | Back pressure | Rotational speed | Retraction speed | Material quantity position | Retraction position |
| 1 | 5 | 10 | 25 | 5 | 10 15 10 | 10 | 38 | 3 |
Mold closing protection time | Supervise the feeding time | Clamping force | Ejection length | Ejection times | Rotation position | Blowing delay | Blowing time |
| 1 | 10 | 60 | 45 | 1 | 15 35 38 | / | / |
ข้อมูลที่เกี่ยวข้อง

แม่พิมพ์ฉีดที่ใช้กันทั่วไปหกชนิดของวัสดุแม่พิมพ์
2025-06-19
การเลือกเหล็กไม่เพียงแต่ส่งผลต่ออายุการใช้งานของแม่พิมพ์เท่านั้นแต่ยังส่งผลต่อ...
การตั้งค่าอุณหภูมิการฉีดขึ้นรูปและพารามิเตอร์เวลา
2025-07-27
การตั้งค่าอุณหภูมิการฉีดขึ้นรูปและพารามิเตอร์เวลา 1 การตั้งค่าของ TE ...
การออกแบบแม่พิมพ์หลายแบบ
2025-07-25
การออกแบบแม่พิมพ์หลายแบบในการติดฉลากแบบ processhin-walled บรรจุภัณฑ์พลาสติก produ ...

เน้นคุณภาพและปลูกฝังนวัตกรรมอย่างลึกซึ้ง
2025-07-05
เน้นคุณภาพและปลูกฝังนวัตกรรมในชีวิตประจำวันอย่างลึกซึ้งจาก Mobi...

การสำรวจแม่พิมพ์ฉีด: การวิเคราะห์ที่ครอบคลุมตั้งแต่การออกแบบไปจนถึงการใช้งาน
2025-07-08
สำรวจแม่พิมพ์ฉีด: การวิเคราะห์ที่ครอบคลุมตั้งแต่การออกแบบไปจนถึงการใช้งาน...

แม่พิมพ์ฉีด: รากฐานที่สำคัญของการผลิตที่แม่นยำและแนวโน้มใหม่ในการพัฒนาอุตสาหกรรม
2025-07-08
แม่พิมพ์ฉีด: รากฐานที่สำคัญของการผลิตที่แม่นยำและแนวโน้มใหม่ใน...