เคสแม่พิมพ์รวมเส้นและสีขาวที่เปิดเผย
เคสแม่พิมพ์รวมเส้นและสีขาวที่เปิดเผย
สายฟิวชั่นแม่พิมพ์:
ปรากฏการณ์: มีเส้นฟิวชั่นบนเปลือกนอกและที่ถือใบมีดของมีดโกน
เหตุผลก็คือเนื่องจากโครงสร้างผลิตภัณฑ์ตำแหน่งกาวที่ตำแหน่งนี้บางเกินไปทำให้เกิดจุดไหลหลั่งและเครื่องหมายฟิวชั่น
การวิเคราะห์: การตั้งค่าตำแหน่งของกาวหลอมเหลวไม่แม่นยำพอ การตั้งค่าความเร็วในการฉีดไม่แม่นยำเพียงพอ อุณหภูมิที่กาวละลายและละลายไม่เพียงพอ
(1) ลักษณะของเครื่องฉีดขึ้นรูป
เกรด: Demag (Jiangsu), กำลังยึด: 100T, ความจุพลาสติก: 94G
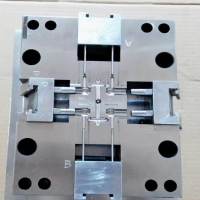
(2) ลักษณะแม่พิมพ์
หมายเลขดีดออกแม่พิมพ์: 1x2, วิธีการให้อาหารกาว: เต้าเสียบน้ำขนาดเล็กไปยังเต้าเสียบน้ำขนาดใหญ่, วิธีการดีดออก: ดีดออกโดยพินอีเจ็คเตอร์ อุณหภูมิแม่พิมพ์: 90 ℃ (เครื่องอุณหภูมิคงที่)
(3) ลักษณะผลิตภัณฑ์
วัสดุ: ABS PA757 37826, สี: สีเทา, น้ำหนักผลิตภัณฑ์ (ชิ้นเดียว): 5.39G, น้ำหนักพวย: 4.32G
(4) การวิเคราะห์สาเหตุของข้อบกพร่อง
1. ความสามารถในการไหลของวัตถุดิบที่ใช้ในผลิตภัณฑ์นั้นแย่กว่าวัตถุดิบอื่นเล็กน้อย
2. ในระหว่างกระบวนการขึ้นรูปของผลิตภัณฑ์ข้อกำหนดความแม่นยำสำหรับพารามิเตอร์กระบวนการต่าง ๆ เช่นตำแหน่งความเร็วและการสอบเทียบค่อนข้างสูงและจำเป็นต้องตั้งค่าอย่างแม่นยำมากแม่นยำ.
3. การตั้งค่าอุณหภูมิไม่สมเหตุสมผล
(5) การตอบโต้
1. ใช้การฉีดหลายระดับและการสลับตำแหน่ง
2. ในส่วนแรกให้เติมช่องสัญญาณไปยังทางเข้ากาวที่ความเร็วค่อนข้างเร็วและค้นหาตำแหน่งการสลับที่สอดคล้องกันจากนั้นใช้ส่วนที่สอง เพียงเติมมันช้าและอยู่ในตำแหน่งที่เล็กมากใกล้กับทางเข้ากาว ส่วนที่สามเติม 70% ของโพรงแม่พิมพ์ด้วยความเร็วปานกลางเพื่อให้การไหลของกาวผ่านผลิตภัณฑ์ ในกรณีที่เนื้อสัตว์บางให้หลีกเลี่ยงสารประกอบยางหลอมเหลวจากการมาบรรจบกันที่นั่น ในส่วนที่สี่เติมโพรงแม่พิมพ์อย่างช้าๆเพื่อขับไล่อากาศภายในโพรงอย่างสมบูรณ์ หลีกเลี่ยงปรากฏการณ์ที่ไม่พึงประสงค์เช่นก๊าซที่ติดอยู่และการเผาไหม้ ในที่สุดสลับไปที่ตำแหน่งการสลับแรงดัน
Car Mould_Taizhou jiefeng Mold Co.,Ltd. (jfmoulds.com)
ตารางกระบวนการฉีดขึ้นรูป
| เครื่องฉีดขึ้นรูป: เฮติ 160T, สกรูประเภท A, ปริมาตรการฉีด: 250 กรัม | ชื่อผลิตภัณฑ์: ที่อยู่อาศัยมีดโกน |
| Raw material: ABS PA757 | Colour: Black | Drying temperature: 85°C | Drying method: Dehumidifying dryer | Drying time :2.5 hours | Recycled material usage: 0 |
Finished product weight: 27.1g×2=54.2g | Nozzle weight: 7.6g | Mold output: 1×2 | Gate injection method: Point gate |
| Barrel temperature | Mold temperature | Use machines | "Settings | "Actual | ||||
| 1 | 2 | 3 | 4 | 5 | Front mold | Constant temperature machine | 90°C | 88°C |
| 240°C | 235°C | 230°C | 220°C | / | ||||
| △ | △ | △ | △ | △ | Rear mold | Constant temperature machine | 90°C | 83°C |
| △ | △ | △ | △ | △ | ||||
| / | 80 | 90 | Holding pressure | Pressure-holding position | 100 | 100 | 110 | 130 |
|
| / | 1.5 | 2.5 | Holding pressure time | "End | 8 | 8 | 35 | 40 |
|
| Residual amount of injection glue | / | / | / | / | 15 | 33.6 | 47 |
| |
| 7.8 | / | / | / | / | 3.7 | / | / | / |
|
 Injection velocity
Injection velocity Velocity of fire position
Velocity of fire position Injection time
Injection timeIntermediate time | Injection time | Cooling time | The entire duration | Back pressure | Rotational speed | Retraction speed | Material quantity position | Retraction position |
| 1 | 3.7 | 14 | 35 | 5 | 10 15 10 | 10 | 55 | 3 |
Mold closing time | Supervise the feeding time | Clamping force | Ejection length | Ejection times | Rotation position | Blowing delay | Blowing time |
| 1 | 10 | 100 | 40 | 1 | 15 35 38 | / | / |

The mold shows white:
Phenomenon: The decorative parts on the bottom shell of S28 show white.
Reason: This is an IML product. After the material is silk-screened and then placed in the mold for injection molding, due to the inconsistency between the unfolded area of the sheet and the area of the front mold core, poor edge wrapping occurs, resulting in a white exposure phenomenon.
Analysis: The projected area of the sheet material is inconsistent with that of the mold. When hot-pressing and punching sliced materials, there is a deviation.
(1) ลักษณะของเครื่องฉีดขึ้นรูป
Grade: DEAMG (Ningbo), Clamping force :50t, plasticizing capacity :42g
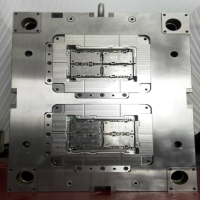
(2) ลักษณะแม่พิมพ์
Mold ejection number :1x2, glue injection method: point gate, ejection method: Ejection by ejector pin, mold temperature: 70℃(constant temperature machine)
(3) ลักษณะผลิตภัณฑ์
Material: PMMAIRK304, Color: Transparent, Product weight (single piece) : 2.4g, nozzle weight: 8.2g
(4) การวิเคราะห์สาเหตุของข้อบกพร่อง
1.The projected area of the sheet material is inconsistent with that of the mold.
2. Deviation occurs when hot-pressing and punching sliced materials.
3. When placing the sheet material, the technique was not standard and it was placed off-center.
(5) การตอบโต้
1.Increase the projected area of the sheet material.
2. Adjust the hot-pressing punching die.
3. Add positioning brackets for shaping.
ตารางกระบวนการฉีดขึ้นรูป
| Injection molding machine: DEMAG 50T ,type B screw injection ,capacity 42g | Product Name: Decorative Piece |
Raw material: PMMA IRK304 | Color: Transparent | Drying temperature: 80°C | Drying method: Dehumidifying dryer | Drying time: 2 hours | Recycled material usage: 0 |
Finished product weight: 2.4g×2=4.8g | Nozzle weight: 8.2g | Mold output: 1×2 | Gate injection method: Point gate | ||
Barrel temperature | Mold temperature | Use machines | "Settings | "Actual | ||||
| 1 | 2 | 3 | 4 | 5 | before | Water temperature machine | 70°C | 62°C |
| 262°C | 250°C | 242°C | 236°C | / | ||||
| △ | △ | △ | △ | △ | after | Water temperature machine | 70°C | 601°C |
| △ | △ | △ | △ | △ | ||||
| / | 50 | Holding pressure | Pressure-holding position | 100 | 110 | 120 |  Injection pressure Injection pressure | ||
| / | 3 | Holding pressure time | 12 | 12 | Injection pressure position | ||||
Residual amount of injection glue | / | 10 | / | 55 | 3 | Injection velocity | |||
| 7.8 | / | / | / | 12 | 23.5 | Velocity of fire position |
Intermediate time | Injection time | Cooling time | The entire duration | Back pressure | Rotational speed | Retraction speed | Material quantity position | Retraction position |
| 1 | 5 | 10 | 25 | 5 | 10 15 10 | 10 | 38 | 3 |
Mold closing protection time | Supervise the feeding time | Clamping force | Ejection length | Ejection times | Rotation position | Blowing delay | Blowing time |
| 1 | 10 | 60 | 45 | 1 | 15 35 38 | / | / |
ข้อมูลที่เกี่ยวข้อง
การตั้งค่าความดันการขึ้นรูปการฉีดและพารามิเตอร์การไหล
2025-07-26
การตั้งค่าความดันการฉีดขึ้นรูปและพารามิเตอร์การไหล 1. การตั้งค่าของการฉีด ...
ภาพวาดของแม่พิมพ์และหมึกของประตู
2025-08-05
ภาพวาดของแม่พิมพ์และหมึกของปรากฏการณ์การวาดกาเทมด์: th ...
ตำแหน่งรูปตัวยูของแม่พิมพ์เต็มไปด้วยสายน้ำและอากาศที่ติดอยู่ซึ่งเปลี่ยนเป็นสีขาว
2025-08-06
ตำแหน่งรูปตัวยูของแม่พิมพ์เต็มไปด้วยสายน้ำและอากาศที่ติดอยู่ด้วยกัน wh ...

อุปกรณ์สำคัญในด้านโลจิสติกส์และคลังสินค้า
2025-06-29
อุปกรณ์สำคัญในด้านโลจิสติกส์และ warehousingtray ผู้ผลิตแม่พิมพ์ใน...

แม่พิมพ์ฉีดที่ใช้กันทั่วไปหกชนิดของวัสดุแม่พิมพ์
2025-06-19
การเลือกเหล็กไม่เพียงแต่ส่งผลต่ออายุการใช้งานของแม่พิมพ์เท่านั้นแต่ยังส่งผลต่อ...

ตั้งแต่การพัฒนาแบบกำหนดเองไปจนถึงการจัดหาทั่วโลกปลดล็อกแรงผลักดันหลักของการผลิตสมัยใหม่
2025-07-19
จากการพัฒนาที่กำหนดเองไปจนถึงอุปทานทั่วโลกปลดล็อคแรงผลักดันหลักของ Moder...