การแก้ปัญหาสายอากาศและการเติมที่ไม่สมบูรณ์ (ขาดกาว) ในแม่พิมพ์
การแก้ปัญหาสายอากาศและการเติมที่ไม่สมบูรณ์ (ขาดกาว) ในแม่พิมพ์
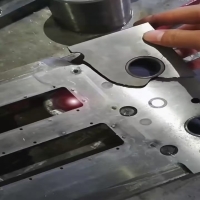
เส้นอากาศของแม่พิมพ์
ปรากฏการณ์: ในระหว่างกระบวนการผลิตของฝาครอบป้องกันโปร่งใสชั้นบาง ๆ ของเส้นอากาศมักจะปรากฏขึ้นใกล้กับเต้าเสียบน้ำ
การวิเคราะห์: วัตถุดิบละลายมีแนวโน้มที่จะสลายตัวที่อุณหภูมิสูงในระหว่างการตัดทำให้เกิดก๊าซ ความสว่างสูงของพื้นผิวเชื้อราไม่เอื้อต่อการปล่อยก๊าซ ก๊าซจะถูกดึงเข้ามาทางเข้าน้ำเนื่องจากแรงดันลดลง
(1) ลักษณะของเครื่องฉีดขึ้นรูป
เกรด: HT-Demag, กำลังยึด: 100T, ความจุพลาสติก: 150 กรัม
(2) ลักษณะแม่พิมพ์
หมายเลขดีดออกแม่พิมพ์: 1 × 2, วิธีการฉีดกาว: ประตูจุด, การปล่อยบล็อกด้านบน: อุณหภูมิแม่พิมพ์: 100 ° C (เครื่องอุณหภูมิคงที่)
(3) ลักษณะผลิตภัณฑ์
วัสดุ: พีซี, สี: โปร่งใส, น้ำหนักผลิตภัณฑ์ (ชิ้นเดียว): 1.5G, น้ำหนักหัวฉีด: 13G
(4) การวิเคราะห์สาเหตุของข้อบกพร่อง
ช่องทางหลักของแม่พิมพ์ค่อนข้างใหญ่ วิธีการฉีดกาวสามารถลงใต้น้ำได้ วัสดุหลอมเหลวไหลใกล้กับทางเข้าของกาว เนื่องจากความเร็วที่มากเกินไปและความเงางามของพื้นผิวเชื้อราสูงแรงเฉือนสูงทำให้วัสดุหลอมเหลวร้อนขึ้นอย่างรวดเร็วในทันทีส่งผลให้การสลายตัวของวัตถุดิบและการสร้างก๊าซและแรงดันตก ก๊าซถูกดึงเข้ามาในน้ำเข้าก่อตัวเป็นเส้นก๊าซ
(5) การตอบโต้
1. ใช้การฉีดหลายระดับและการสลับตำแหน่ง
2. ในส่วนแรกให้เติมกาวทางเข้าของ Flow Channel ด้วยความเร็วที่ค่อนข้างเร็วและค้นหาตำแหน่งการสลับที่สอดคล้องกัน จากนั้นในส่วนที่สองให้เติมพื้นที่ใกล้กับทางเข้ากาวด้วยความเร็วช้าและตำแหน่งที่เล็กมาก ในส่วนที่สามเติม 90% ของโพรงเชื้อราอย่างรวดเร็วเพื่อป้องกันไม่ให้สารประกอบยางหลอมเหลวอุณหภูมิสูงจากการระบายความร้อนลง ในที่สุดสลับไปที่ตำแหน่งสวิตช์ความดันถือและขยายเวลาการถือแรงดันอย่างเหมาะสม
ตารางกระบวนการฉีดขึ้นรูป
เครื่องฉีดขึ้นรูป: TMC 60T, สกรูประเภท B, ความสามารถในการฉีด 133G | ชื่อผลิตภัณฑ์: ความโปร่งใส | ||||
วัตถุดิบ: PC Lexan101 | สี: โปร่งใส | อุณหภูมิการอบแห้ง: 120 ° C | วิธีการอบแห้ง: เครื่องเป่าลดความชื้น | เวลาอบแห้ง: 4 ชั่วโมง | การใช้วัสดุรีไซเคิล: 0 |
น้ำหนักผลิตภัณฑ์สำเร็จรูป: 1.5G × 8 = 12G | น้ำหนักหัวฉีด: 13G | แม่พิมพ์เอาท์พุท: 1 × 8 | วิธีการฉีดเกต: ประตูจุด | ||
อุณหภูมิบาร์เรล | อุณหภูมิแม่พิมพ์ | ใช้เครื่องจักร | "การตั้งค่า | "แท้จริง | ||||
| 1 | 2 | 3 | 4 | 5 | ก่อน | เครื่องควบคุมอุณหภูมิน้ำมัน | 100 ° C | 100 ° C |
| 320 ° C | 315° C | 310° C | 285° C | / | ||||
| △ | △ | △ | △ | △ | หลังจาก | เครื่องควบคุมอุณหภูมิน้ำมัน | 100 ° C | 100 ° C |
| △ | △ | △ | △ | △ | ||||
| / | 45 | 50 | ความกดดัน | ตำแหน่ง | 110 | 110 | 110 | แรงดันฉีด | |
| / | 1.8 | 1.8 | ใช้เวลากดดัน | 12 | 16 | 23.6 | 25 | ตำแหน่งแรงดันฉีด | |
กาวฉีดปริมาณที่เหลืออยู่ | / | / | 100 | 2 | 15 | Injection velocity | |||
| 8.2 | / | / | / |
Intermediate time | Injection time | Cooling time | The entire duration | Back pressure | Rotational speed | Retraction speed | Material quantity position | Retraction position |
| 5 | 1.3 | 15 | 30 | 5 | 10 15 10 | 10 | 25 | 3 |
Mold closing protection time | Supervise the feeding time | Clamping force | Ejection length | Ejection times | Rotation position | Blowing delay | Blowing time |
| 1 | 10 | 550 | 45 | 1 | 15 25 28 | / | / |
Car Mould_Taizhou jiefeng Mold Co.,Ltd. (jfmoulds.com)

The mold is not fully filled (lacking glue)
Phenomenon: During the production process of electrical product bases, there is often a phenomenon of insufficient filling (lack of glue) at the bone position, right-angle position or fusion connection
point.
Analysis: Insufficient filling caused by trapped air in the bone position (lack of glue); The connection point of the glue flow fusion is not fully filled (insufficient glue).
(1) ลักษณะของเครื่องฉีดขึ้นรูป
Grade: HT120T, Clamping force: 120t, plasticizing capacity: 150g.
(2) ลักษณะแม่พิมพ์
Mold ejection number: 1×1, injection method: point gate, ejection method: Ejection by ejector pin, mold temperature: 100°C (constant temperature machine).
(3) ลักษณะผลิตภัณฑ์
Material: ABS UT10B, Color: black, Product weight (single piece) : 6.3g, nozzle weight: 5.2g.
(4) การวิเคราะห์สาเหตุของข้อบกพร่อง
The mold's glue feeding method is two-point submersible glue feeding. If the material flow rate is too fast, it is easy to cause air entrapment at the right Angle of the bone position, resulting in incomplete filling (glue shortage). If the material flow speed is too slow, it is easy to cause incomplete filling (lack of glue) at the end of the material flow fusion line.
(5) การตอบโต้
1. ใช้การฉีดหลายระดับและการสลับตำแหน่ง
2. In the first section, fill the flow channel at a moderate speed through the glue inlet and the corresponding switching position. Then, in the second section, fill it quickly to the vicinity of the bone position and find the corresponding switching position. In the third section, fill the bone position at a slow and short speed to facilitate gas discharge. Finally, fill it quickly and switch to the pressure holding switching position, and appropriately extend the pressure holding time.
ตารางกระบวนการฉีดขึ้นรูป
Injection molding machine: HT-120T, injection capacity 150g | Product Name: Protective Base | ||||
Raw material: ABS UT10B | สี: โปร่งใส | อุณหภูมิการอบแห้ง: 120 ° C | วิธีการอบแห้ง: เครื่องเป่าลดความชื้น | เวลาอบแห้ง: 4 ชั่วโมง | การใช้วัสดุรีไซเคิล: 0 |
| Finished product weight: 6.3g | Nozzle weight: 5.2g | Mold output: 1×1 | วิธีการฉีดเกต: ประตูจุด | ||
| อุณหภูมิบาร์เรล | อุณหภูมิแม่พิมพ์ | ใช้เครื่องจักร | "การตั้งค่า | "แท้จริง | ||||
| 1 | 2 | 3 | 4 | 5 | ก่อน | เครื่องควบคุมอุณหภูมิน้ำมัน | 100° C | 100° C |
| 235°C | 220° C | 215° C | 195° C | / | ||||
| △ | △ | △ | △ | △ | หลังจาก | เครื่องควบคุมอุณหภูมิน้ำมัน | 100° C | 100° C |
| △ | △ | △ | △ | △ | ||||
Intermediate time | Injection time | Cooling time | The entire duration | Back pressure | Rotational speed | Retraction speed | Material quantity position | Retraction position |
| 5 | 1.3 | 10 | 32 | 5 | 10 15 10 | 10 | 32 | 3 |
Mold closing protection time | Supervise the feeding time | Clamping force | Ejection length | Ejection times | Rotation position | Blowing delay | Blowing time |
| 1 | 10 | 900 | 45 | 1 | 15 32 35 | / | / |
ข้อมูลที่เกี่ยวข้อง

สำรวจแม่พิมพ์ฉีด: รากฐานที่สำคัญของการผลิตที่แม่นยำ
2025-07-02
สำรวจแม่พิมพ์ฉีด: รากฐานที่สำคัญของการผลิตที่แม่นยำใน...

จากพื้นฐานสู่การใช้งานมันส่งผลต่อชีวิตเราอย่างไร
2025-07-17
จากพื้นฐานสู่แอพพลิเคชั่นจะส่งผลต่อแนวคิดพื้นฐาน livesthe ของเราอย่างไร...

วิธีแก้ปัญหาสำหรับการแตกหักของเชื้อราและการรักษาริ้วรอยอากาศ
2025-08-08
วิธีแก้ปัญหาการแตกหักของเชื้อราและการรักษารอยย่นของอากาศของแม่พิมพ์ ...

ข้อมูลเชิงลึกในอุตสาหกรรมแม่พิมพ์ฉีด: การทำซ้ำทางเทคโนโลยีภูมิทัศน์ของตลาดและกระบวนทัศน์ใหม่เพื่อการพัฒนาที่ยั่งยืน
2025-07-03
ข้อมูลเชิงลึกในอุตสาหกรรมแม่พิมพ์ฉีด: การไตร่ตรองทางเทคโนโลยีมาร...
วิธีการรักษาสำหรับรอยเชื่อมแม่พิมพ์/เครื่องหมายการหดตัวและการแตกหัก
2025-08-09
วิธีการรักษาสำหรับรอยเชื่อมแม่พิมพ์/เครื่องหมายการหดตัวและรอยแตก fracturesmold mar ...
เข้าสู่โลกของแม่พิมพ์ฉีด: การวิเคราะห์เทคโนโลยีและการพัฒนาอุตสาหกรรมจากหลายมุมมอง
2025-06-28
ผู้ผลิตแม่พิมพ์ถังขยะในประเทศจีน (jfmoulds.com)...